General Information on Wire Ropes
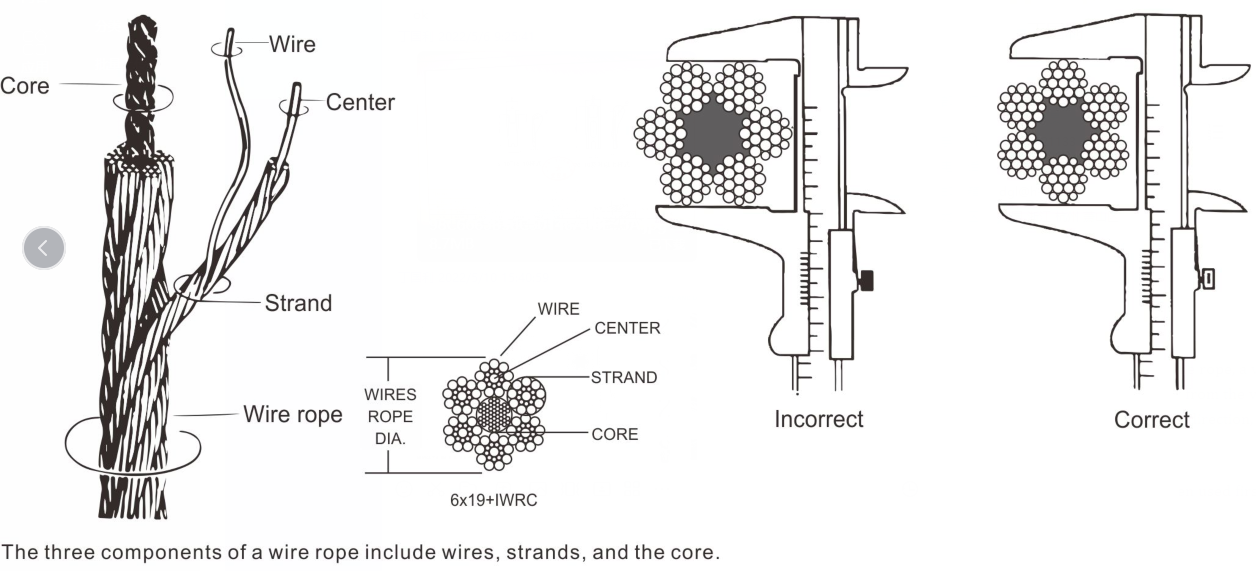
Wire rope is made of plaiting strands of wire – normally medium carbon steel – into a thick cable. The strands are formed around a core. The strands in wire ropes are made of wore twisted together. Strands with smaller diameter wires are less abrasion resistant and more fatigue resistant. Strands made with thicker length of wore are more abrasion resistant and less fatigue resistant.
Steel Wire Ropes
Sizes : From 3mm to 80mm
Surface Finish : Galvanized and Ungalvanized
Core : IWRC, FC and WSC
Typical Wire Constructions : 6x37, 6X19, 18x7 and more
Tensile Strengths : 1960 N/mm2 (EIPS) and 2160 N/mm2 (EEIPS)
The specification of a wire rope type – including the number of wires per strand, the number of strands, and the lay of the rope – is documented using a commonly accepted coding system, consisting of a number of abbreviations.
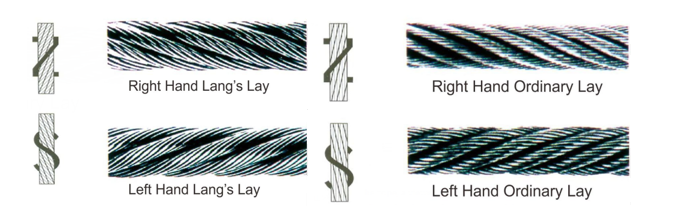
Left hand lay or right hand lay describe the manner in which the strands are laid to form the rope. To determine the lay of strands in the rope, a viewer looks at the rope as it points away from them. If the strands appear to turn in a clockwise direction, or like a right-hand thread, as the strands progress away from the viewer, the rope has a right hand lay. The picture of steel wire rope on this page shows a rope with right hand lay. If the strands appear to turn in an anti-clockwise direction, or like a left-hand thread, as the strands progress away from the viewer, the rope has a left hand lay.
Ordinary and Lang's lay describe the manner in which the wires are laid to form a strand of the wire rope. To determine which has been used first identify if left or right hand lay has been used to make the rope. Then identify if a right or left hand lay has been used to twist the wires in each strand.
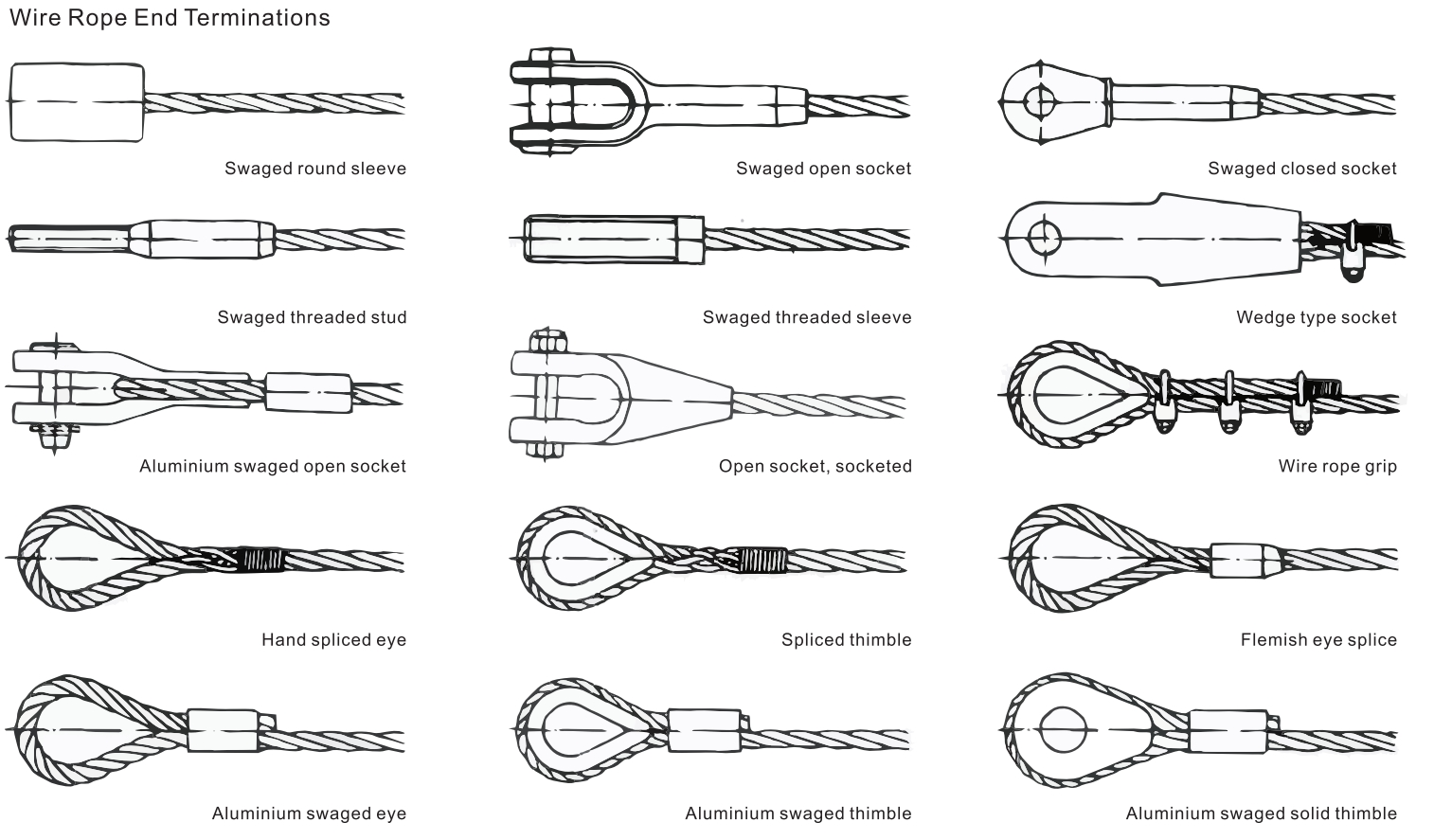
The end of a wire rope tends to fray readily, and cannot be easily connected to plant and equipment. A number of different mechanisms exist to secure the ends of wire ropes to make them more useful. The most common and useful type of end fitting for a wire rope is when the end is turned back to form a loop. The loose end is then fixed by any number of methods back to the wire rope.
When the wire rope is terminated with a loop, there is a risk that the wire rope can bend too tightly, especially when the loop is connected to a device that spreads the load over a relatively small area. A thimble can be installed inside the loop to preserve the natural shape of the loop, and protect the cable from pinching and abrasion on the inside of the loop. The use of thimbles in loops is industry best practice. The thimble prevents the load from coming into direct contact with the wires.
A wire rope clamp, also called a clip, is used to fix the loose end of the loop back to the wire rope. It usually consists of a u-shaped bolt, a forged saddle and two nuts. The two layers of wire rope are placed in the u-bolt. The saddle is then fitted over the ropes on to the bolt (the saddle includes two holes to fit to the u-bolt). The nuts secure the arrangement in place. Three or more clamps are usually used to terminate a wire rope.
Swaging is a method of wire rope termination that refers to the installation technique. The purpose of swaging wire rope fittings is to connect two wire rope ends together, or to otherwise terminate one end of wire rope to something else. A mechanical or hydraulic swager is used to compress and deform the fitting, creating a permanent connection. There are many types of swaged fittings. Threaded Studs, Ferrules, Sockets, and Sleeves a few examples.
A socket termination is useful when the fitting needs to be replaced frequently. For example, if the end of a wire rope is in a high-wear region, the rope may be periodically trimmed, requiring the termination hardware to be removed and reapplied. An example of this is on the ends of the drag ropes on a dragline. The end loop of the wire rope enters a tapered opening in the socket, wrapped around a separate component called the wedge. The arrangement is knocked in place, and load gradually eased onto the rope. As the load increases on the wire rope, the wedge become more secure, gripping the rope tighter.